You are not logged in.
- Topics: Active | Unanswered
Announcement
#326 2025-08-20 19:27:55
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
For SpaceNut .... that is awesome.... Post #325 and link to calculator
And! Thanks for making your first Bookmark entry. If you would like to make it more useful to others, please consider adding a link to the post you created.
Without that information, our readers will only know you created a post about something, but won't know what it was about or where to find it.
A "Bookmark" is supposed to be like a little tag you stick in a book at a page you want to find later.
You have a bookmark record created, and now (if you have time) you can decorate it.
(th)
Offline
Like button can go here
#327 2025-08-21 08:39:03
- GW Johnson
- Member
- From: McGregor, Texas USA
- Registered: 2011-12-04
- Posts: 6,199
- Website
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Using LEO speed as a basis, did you notice the 20% gravity loss for the first stage because is launch T/W was under 1.2? I was startled to see only a 0.5% drag loss, but then, with the low T/W ratios, it really wasn't moving very fast when it left the sensible atmosphere at 1st stage stage-off. Somehow, that calculator is using dimensions and T/W ratios to estimate those losses. It didn't say how those were estimated.
GW
GW Johnson
McGregor, Texas
"There is nothing as expensive as a dead crew, especially one dead from a bad management decision"
Offline
Like button can go here
#328 2025-08-24 06:07:25
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Today is Google Meeting day for NewMars...
GW Johnson will try to attend.
kbd512 may be busy.
All are welcome. The hours are on the late side for our European members. We can schedule earlier if there is ever a request.
Meantime, we'll open the waiting room a bit before midnight UTC, 7 PM Houston, 8 PM New Hampshire
(th)
Offline
Like button can go here
#329 2025-08-24 17:54:06
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Starship Launch broadcast shows countdown is on hold at 12 minutes
I'm not seeing much on the broadcast... Maybe that time is 12 hours 00 minutes 00 seconds
The waiting room is open...
kdb512 was in fine form this evening...
We dove into two topics: The new SeaGlider transportation system in test in the US, and polysilicon.
We also spent a little bit of time looking at recent drawings created by GW Johnson to explain various aspects of rocket design.
(th)
Offline
Like button can go here
#330 2025-08-24 19:20:43
- kbd512
- Administrator
- Registered: 2015-01-02
- Posts: 8,519
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
tahanson43206,
My web browser crashed.
Offline
Like button can go here
#331 2025-08-25 07:47:39
- GW Johnson
- Member
- From: McGregor, Texas USA
- Registered: 2011-12-04
- Posts: 6,199
- Website
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Sorry, I got distracted doing unexpected chores outside until the sun went down, then I had to get the chicken and the cat "in" for the night. By that time, the meeting start was an hour and a half earlier.
GW
GW Johnson
McGregor, Texas
"There is nothing as expensive as a dead crew, especially one dead from a bad management decision"
Offline
Like button can go here
#332 2025-08-31 06:11:46
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Today is Google Meeting Day for NewMars!
It will be mid-morning in Australia, so it might be convenient for folks there to stop by.
The waiting room will open at midnight UTC as usual: 7 PM Houston and 8 PM New Hampshire
If GW Johnson is able to attend, we may have the opportunity to see XYTRAJ run on his computer, using the Dot NET 8.0 library.
In addition, we have a new image store capability that GW might be able to use to store images for display on the NewMars forum.
Other topics will come up, and if kbd512 is able to attend, we may be able to take a deep dive into a technical subject using the Share feature of Google meeting.
Reminder for SpaceNut ... we have a request to reset banned membership to the new Inactive on the table.
(th)
Offline
Like button can go here
#333 2025-08-31 16:43:45
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Systems test at 18:42 New Hampshire time went well.
The waiting room is scheduled to open a few minutes before midnight UTC
Use the link in Post 1 of this topic to join the meeting.
It would be midmorning in Australia on Monday, in case anyone there has a moment to stop by.
Update: GW Johnson has successfully posted his first image to the NewMars Test Site!
The waiting room will be opening shortly. Update at 23:52:33
https://airandspace.si.edu/collection-o … ad%20three
(th)
Offline
Like button can go here
#334 2025-08-31 19:12:12
- kbd512
- Administrator
- Registered: 2015-01-02
- Posts: 8,519
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
tahanson43206,
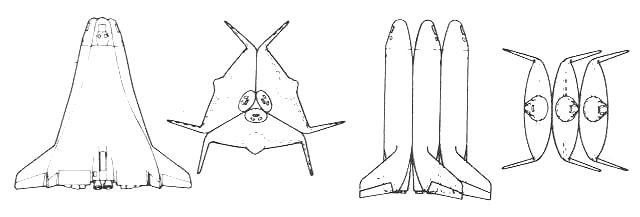
Here's a link that shows the "belly-to-belly" MUSTARD spaceplane concept that uses 3 roughly identical spacecraft, 1 of which would ascend all the way to orbit:
{kind=link}
Offline
Like button can go here
#335 2025-09-07 07:10:50
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
For kbd512 re #334
Thanks for the link to the MUSTARD triplet spaceplane drawings!
For all...
Today is Google Meeting day for NewMars... The meetings are open to all. They usually feature in-depth deep dives into technical subjects.
The waiting room will open shortly before midnight UTC, 7 PM Houston, 8 PM New Hampshire and mid-morning in Australia.
GW Johnson has prepared materials on a variety of subjects I'm hoping we will have time to review.
Two categories are drag and the triplet space plane two stage to orbit concept.
See the link in kdb512's post #334 to see an example of a triplet space plane concept.
(th)
Offline
Like button can go here
#336 2025-09-07 16:45:20
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Systems Check went smoothly at 22:44 UTC
The waiting room is on schedule to open a few minutes before midnight UTC.
That is 7 PM Houston, 8 PM New Hampshire and mid-Morning Australia.
Open at 23:59:30
(th)
Offline
Like button can go here
#337 2025-09-08 01:26:02
- kbd512
- Administrator
- Registered: 2015-01-02
- Posts: 8,519
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Thermal barrier coating for carbon fiber-reinforced composite materials
Abstract
Carbon fiber-reinforced plastic (CFRP) composites are widely employed in lightweight and high performance applications including supercars, aero-vehicles, and space components. However, although carbon fibers are thermally stable, the low thermal endurance of the matrix materials remains a critical problem in terms of the performance of the material. In this study, we proposed a new, Al2O3-based thermal barrier coating (TBC) for the CFRP composites. The TBC comprised α-phase Al2O3 particles with a mean diameter of 9.27 μm. The strong adhesion between the TBC and the CFRP substrate was evaluated using a three-point bending test. When the CFRP substrate was subjected to a 500–700°C flame, the 1.45-mm thick TBC protected the CFRP substrate remarkably by reducing the surface temperature to 188–228°C. The thermo-mechanical responses of this TBC/CFRP composite were analyzed after thermal shock tests. Surprisingly, 50% of the pristine flexural strength of the TBC/CFRP composite was preserved, whereas that of neat CFRP was reduced significantly by 95%.
Compared to metal or ceramic matrix composites, carbon fiber-reinforced plastics (CFRPs) are versatile but have low durability in high-temperature environments. This characteristic requires that a thermal-barrier coating be applied to protect the CFRP. Various methods have been used to apply such a coating to metal matrix composites, such as electron-beam physical vapor deposition, chemical vapor deposition, and thermal spray. Among these, thermal spray is preferred for its simplicity, short processing time, and scalability for large applications. But despite inherent utility, this technique was previously known to be unsuitable for CFRP applications. By adjusting flame spraying coating parameters, a method was discovered that not only allows a thermal coating to be applied to CFRP materials but also allows deliberate manipulation of each individual layer. Through this method, pores can be intentionally introduced in the inside layers of the coating, further decreasing thermal conductivity.
The process has proven successful, decreasing thermal conductivity to the point of protecting CFRP composites from temperatures up to 500°C. Combining lightweight, high-strength, and extreme-environment properties into one, this paves the way for improved firefighting equipment, aerospace body protection, and applications in the automotive industry.
All those yellow areas shown are high temperature composite parts. On the side facing the engine, they have thermal barrier coatings applied, in addition to high temperature capable resins. Hot bleed air from the turbine flows around the nozzle, to help mask the thermal signature from the far hotter exhaust flow from that giant F-135 engine.
Here's a good shot of the nozzle:
That saw-tooth pattern you see on both the nozzle itself and the composite skin does more than merely reduce the radar return. It also aids in mixing and acoustic signature reduction. On the composite skins you see on the jet engine nacelles of the most modern commercial airliners, it's deliberately used to reduce engine noise.

NASA partnered with industry many times during years of chevron testing, including these tests of nozzles on a specially-adapted GE engine mounted on a Boeing 777. Chevron nozzles will be seen on more engines in the coming years. - The Boeing Company / Bob Ferguson
NASA Helps Create a More Silent Night
Anyway...
F-35 heat management
The skin temperature near the engine is not uniform and is affected by several active and passive cooling systems.Cooling vents: The F-35's airframe near the engine nozzle has small vent holes to circulate air over the engine, dissipating some of the heat.
Bypass air: The F-35 uses a turbofan engine that mixes hot exhaust from the engine core with cooler bypass air. This significantly lowers the overall temperature of the engine's exhaust plume, which reduces its IR signature.
Exhaust dilution: By diluting the hot exhaust, the F-35 reduces its heat output before it leaves the jet.
Thermal coatings: The aircraft uses specialized thermal barrier coatings to insulate the skin from the engine's heat.
Material limits: The aircraft's skin near the engine is made from high-temperature resistant materials, but in 2014, an F-35 experienced an engine fire due to a rub in the engine that caused a local temperature of over 1,000C (1,900F), exceeding the material limit of 540C (1,000F)
Material Data Sheet for the Cycom 5250-4 Resin System used in the high-temp BMI composites near the F-135's hot section:
CYCOM® 5250-4 PREPREG SYSTEM
Maximum continuous service temperature up to 400F (204C)
Short-term service temperature up to 450F (232C)
Max service temp is only 450F, but take careful note of how those aforementioned thermal barrier coatings can drastically reduce temperature and damage to the resin matrix.
Proof Research is a maker of CFRP over-wrap firearms barrels and they also fabricate the hot section composites for the F-35.
PROOF Research - May 18, 2016 FaceBook Posting
Our Advanced Composites Division in Dayton, Ohio makes high temp composite parts for the F-35, they also design our barrels using the same technology.
Gun barrels get really freaking hot, much like the engine casing of that gigantic F-135 engine.
All that said, I promised GW to provide a link to a 1,000F capable (intermittent service use) "resin", used in high-temp CFRP applications:
Wikipedia:
Polybenzimidazole
It was first synthesized in 1949, by the Material Laboratory of Wright Patterson Air Force Base, which is why I'm a little surprised that this keeps getting questioned. That said, full synthesis of the material we use today was accomplished in 1961. NASA contracted with Celanese to use PBI in the space suits used in the Apollo spacecraft, following the Apollo I fire. Today, the company originally created to make PBI-based polymers, named "Celanese", operates as PBI Performance Products, Inc. The Space Launch System 5-segment solid rocket motors use PBI plastic
In 2016, NASA qualifies the use of PBI in the insulating compound for the reusable and largest solid fuel rocket motor ever built for flight - the Space Launch System Five-Segment Booster.
When Skylab fell to Earth, the part that survived the re-entry was coated in PBI and thus did not burn up.
...
Imidazole derivatives are known to be stable compounds. Many of them are resistant to the most drastic treatments with acids and bases and not easily oxidized. The high decomposition temperature and high stability at over 400°C suggests a polymer with benzimidazole as the repeating unit may also show high heat stability. Polybenzimidazole and its aromatic derivatives can withstand temperatures in excess of about 500°C (932°F) without softening and degrading. The polymer synthesized from isophthalic acid and 3,3'-Diaminobenzidine is not melted by exposure to a temperature of 770°C (1,420°F) and loses only 30% of its weight after exposure to high temperature up to 900°C (1,650°F) for several hours.
This NTRS Report dates back to 1971, in which PBI composites were studied for Space Shuttle Program TPS:
STUDY AND PRODUCTION OF POLYBENZIMIDAZOLE BILLETS, LAMINATES, AND CYLINDERS - Prepared by LOCKHEED MISSILES & SPACE COMPANY
Said study describes tests performed on PBI-infused carbon cloth "laminates" (CFRP by another name) materials.
In 2025, for a thermally-protected spacecraft propellant tank structure, we'd probably use IM7 fiber as government-furnished material (no choice, because it's what NASA and our aerospace primes have on-hand, meaning no ultra-high tensile strength T1200 fiber), get a specialty PBI resin from a company that makes it, use an aerospace prime to fabricate the part (Boeing or Lockheed-Martin or Northrop-Grumman), and then we'd hire a specialty company to apply a highly uniform ceramic thermal barrier coating (expensive but necessary).
Offline
Like button can go here
#338 2025-09-08 08:44:11
- kbd512
- Administrator
- Registered: 2015-01-02
- Posts: 8,519
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
The "missing context" of my prior post, since only GW and tahanson43206 were present for our Sunday meeting, is for use as the material of choice for the booster stage's propellant tanks, which only see a peak velocity of about Mach 5 and peak heating of about 1,000F as the booster falls back through the atmosphere and lands the way the Starship booster lands.
CFRP is far stronger and lighter than any kind of metal alloy, even with temperature transients of up to 1,000F. CFRP fabricated using special resins, such as Polybenzimidazole (PBI), used in conjunction with externally applied thermal barrier coatings, can survive the peak heating transient associated with the booster's burnout velocity, without the use of heavier and more delicate heat shielding tiles. The combination of 800F capable PBI (without degradation or softening) and a thin (1.4mm thickness) thermal barrier coating such as Aluminum-Oxide (Al2O3), will allow a booster stage's propellant tanks to be fabricated from IM7 fiber, at perhaps 1/4 the mass of 304L stainless steel, presuming that the bulk structure is 4mm thick (the propellant tank wall thickness of the actual Starship Super Heavy Booster). Said composite would still be drastically stronger than 304L over the entire temperature range that the booster experiences. Said materials have already been tested by NASA, for use in the Space Shuttle Program, all the way back in 1969, which is when testing of those materials began.
PBI is expensive and hard to process because it requires greatly elevated temperatures during the molding process, relative to all other thermoplastics. The base material itself is not egregiously expensive to purchase in bulk quantity, but on a per-mass basis, plastic parts made from or with PBI are much more expensive to use than resins which can be molded at much lower temperatures. I think it qualifies as a "Gucci" material in that regard, but only because resin molding at elevated temperatures is relatively uncommon. All that is to say that the molding equipment required to fabricate gigantic PBI-infused CFRP parts, such as propellant tanks, will cost a pretty penny (tens to low hundreds of millions), but buying the PBI plastic resin material itself from Celanese / "PBI Performance Products, Inc." will not be outlandishly costly. If a corporation or Uncle Sam owns the high temperature mold and robotic tape winding equipment, that's one-time cost to them, and then very light yet highly temperature resistant CFRP parts can be robotically tape-wound / compression molded / fully cured in a matter of days, with far less touch-labor on the part itself. A small team of semi-skilled materials handlers will be required. Touch labor will mostly be limited to removal of mold flashing. Application of the thermal barrier coating would be done using a robot to ensure highly uniform thickness, as is already common for ceramic coated pipeline components used in the oil and gas industry.
Offline
Like button can go here
#339 2025-09-08 20:19:43
- kbd512
- Administrator
- Registered: 2015-01-02
- Posts: 8,519
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
I'd like to point out that the landing gear on the Falcon 9 / Falcon Heavy boosters are 100% CFRP structures, with a white thermal barrier protective coating, presumably some kind of thermal spray ceramic coating. Landing gear absolutely counts as a high stress load-bearing structure, one expected to survive a landing so hard that it permanently deforms an Aluminum crush tube contained within each hydraulic strut upon landing. Moreover, the outer-mold-line for that gear is markedly different from the Falcon's Al-2195 propellant tank, which ensures that they also experience some brief localized shock impingement heating.
To wit, Falcon's CFRP landing gear components have repeatedly survived both the peak heating impulse caused by plunging back through the thicker lower atmosphere following their Mach 6 burnout velocity, plus some minor impingement of the engine plume upon restart for retro-propulsion. A Merlin engine is nowhere near as powerful as a Raptor, but it's still briefly bathing the underside of the booster in a sheet of white-hot flame.
My assertion, which should not be too controversial, is that the booster cores for both Falcon and Starship rockets could be fabricated from CFRP consisting of IM7 fiber bound within a PBI matrix, with a thin thermal barrier coating applied, which should result in virtually no loss of base material tensile strength associated with peak heating. Al-2195 Aluminum-Lithium alloy (82ksi with a T8 temper) and 304L stainless (30.5ksi according to MatWeb, possibly up to 42ksi for slightly modified alloys) or similar alloys are very weak materials compared to IM7 (800ksi for the fiber, 395ksi in a typical composite using 8552 resin, given a typical 60/40 fiber-to-resin ratio, by volume). Said resin is weaker than PBI, so my presumption is that a 60/40 IM7-to-PBI composite would be modestly stronger.
IM7 composite is 9.4X to 13X stronger than 304L and 4.8X stronger than Al-2195-T8. All known metal alloys, irrespective of type, are W-E-A-K compared to this "garden variety" aerospace structural CFRP, fabricated using the modern method of using automated fiber placement machines, aka "tape winding machines", laying down unidirectional fiber tow / roving / tape. That said, we will still use metal for the thrust structure, 300M (turbofan engine mounts for airliners) or Aermet VIM/VAR steels (more exotic, but considerably better YS than 300M or Ti-6Al-4V, though more expensive than either by a wide margin) or Ti-6Al-4V (common enough here in America, where there is extensive Titanium forging experience for military aircraft and government spacecraft). For commercial rocketry, I would bet on 300M, but government rockets frequently call for carefully designed Titanium mounts, such as that used by the Space Shuttle. Use of the described materials has become a fairly well accepted industry standard practice in aerospace because it's so exhaustively well-proven at this point.
NCAMP / NASA Material Qualification Report for IM7 (uni-tape)/8552 composites:
Hexcel 8552 IM7 Unidirectional Prepreg 190g/m^2 & 35% RC Qualification Material Property Data Report
Unidirectional IM7 tape / tow / roving, laid down by an automated fiber placement machine, followed by hot mold curing using PBI, is what I'm proposing. This is how high temperature / cryogenic temperature capable composite propellant tanks could be fabricated.
HexCel HexTow IM7 Carbon Fiber Product Data Sheet
HexCel 8552 Resin Matrix Product Data Sheet
As the data sheet shows, 8552's tensile strength is 17.5ksi.
PBI exhibits a tensile strength of about 32ksi when used as the matrix in CFRP composites, or 23ksi for the neat resin. IIRC, PAI is one of the strongest "neat" polymers, around 28ksi without any fiber reinforcement, but only rated to 500F service temps.
Any composite capable of 800F service temps without meaningful weakening is more than good enough for a booster stage. A good thermal barrier coating means the composite can survive transient 1,000F+ aerodynamic heating associated with Mach 5 to Mach 7 burnout velocity without permanent weakening of the composite structure.
Offline
Like button can go here
#340 2025-09-14 06:17:29
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Today is Google Meeting day for NewMars.
We have progress going on so I'm looking forward to updates.
We are scheduled to open the waiting room a few minutes before midnight UTC, 7 PM Houston, 8 PM New Hampshire and mid-morning Australia.
The presentation at the North Houston chapter of National Space Society yesterday included description of a concentric ring habitat design. I had not heard of this idea before, but apparently it has been published previously. The technical difficulties make it an unlikely option, compared to habitat designs that turn on an axle.
GW Johnson has prepared new analyses for us to study. One is about the flow of force in the engine mount of the Super Heavy and Starship.
The engine mount of the Super Heavy in particular is of interest because it carries 2,500,000 Kg before launch, and much more than that at launch as the engines deliver thrust.
(th)
Offline
Like button can go here
#341 2025-09-14 16:40:12
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Systems check at 22:39 went smoothly.
The waiting room will open a bit before midnight UTC.
23:59:46 Waiting room is open
https://nextbigfuture.s3.amazonaws.com/ … .08-PM.jpg
{kind=link}
https://www.nextbigfuture.com/2021/06/a … ation.html
https://www.technowize.com/this-space-h … -rotating/
https://www.universetoday.com/articles/ … ore-people
https://www.artificial-gravity.com/IAA- … Report.pdf
This was another interesting and (from my perspective) productive meeting.
kbd512 came up with the links above as we dove deep into the Internet as the conversation progressed. We started with the Gateway Foundation vision of a Von Braun style rotating station, and visited numerous other sites where similar or very different ideas were reported.
We looked at a new pdf that GW Johnson created, and we looked at the exRocketman site where his article on pressure vessels is enjoying a substantial readership.
(th)
Offline
Like button can go here
#342 2025-09-21 06:06:07
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Today is Google Meeting day for NewMars.
GW Johnson has new papers for us to review, and the Optical Plane project may have some news to report after five months of slow progress.
All are welcome.
The waiting room will open just before midnight UTC, 7 PM Houston, 8 PM New Hampshire, and mid-morning in Australia.
(th)
Offline
Like button can go here
#343 2025-09-21 16:45:21
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Systems check at 22:44 went well.
The waiting room will open a few minutes before midnight UTC, 7 PM Houston,8 PM New Hampshire, and mid-morning in Australia.
(th)
Offline
Like button can go here
#344 2025-09-21 17:13:45
- SpaceNut
- Administrator
- From: New Hampshire
- Registered: 2004-07-22
- Posts: 30,706
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
I have been ill with a virus thaat is finally lossing its grip. I might not make it to the fun.
Offline
Like button can go here
#345 2025-09-21 18:00:58
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
The waiting room is open ... hope you can make it, SpaceNut. Get well soon!
Gw arrived but his Internet service in the wilds of Texas quit on him. I hope he is able to reconnect.
(th)
Offline
Like button can go here
#346 2025-09-22 14:51:37
- kbd512
- Administrator
- Registered: 2015-01-02
- Posts: 8,519
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
tahanson43206,
We're in the process of moving between houses. The new house is only a block or so from the old house, but downsizing has had it's challenges. In the new house, the seller's movers removed the existing stacked washer and dryer they initially claimed was going to stay in the house, and then left the water spigots for the washer turned on, with the end result that the first floor was flooded out in our new home after the utilities turned our water back on. Most of the first floor is tile and I caught it within about an hour, but the bedrooms are carpeted, which created a huge mess. Water and carpets don't mix. There were other plumbing issues as well, which I'm slowly resolving. Long story short, that mess delayed our move. Fun times, as always.
Offline
Like button can go here
#347 2025-09-22 15:20:27
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
For kbd512...
Sorry to hear of that botched transfer by the family moving out ....
I hope they will accept financial responsibility without too much fuss.
The sellers might have thought they were saving a couple of hundred dollars by taking the washer/dryer, but the repair bill is going to put quite a ding in their profit.
They might be able to ding the movers. I suppose it depends on how the contract was written.
(th)
Offline
Like button can go here
#348 2025-09-22 16:46:42
- SpaceNut
- Administrator
- From: New Hampshire
- Registered: 2004-07-22
- Posts: 30,706
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
That sure sucks kbd512, sorry to hear. Good luck with the cleanup.
Offline
Like button can go here
#349 2025-09-23 13:22:04
- GW Johnson
- Member
- From: McGregor, Texas USA
- Registered: 2011-12-04
- Posts: 6,199
- Website
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Carpet and water do not mix at all, except as a mess out at the curb for trash pickup. I've seen it myself, from a busted toilet valve.
The sellers seem to have left the faucets on which would make the damage their fault, and taking the appliance might be a breach of contract, in addition to the water damage. Just food for thought.
GW
GW Johnson
McGregor, Texas
"There is nothing as expensive as a dead crew, especially one dead from a bad management decision"
Offline
Like button can go here
#350 2025-09-28 06:07:53
- tahanson43206
- Moderator
- Registered: 2018-04-27
- Posts: 24,342
Re: Google Meet Collaboration - Meetings Plus Followup Discussion
Today is Google Meeting day for NewMars
All are welcome
Normally only a few folks show up, and they put on quite a show
This week we might have updates about home projects from SpaceNut and kbd512
GW Johnson has been busy all week
There's been a bit of progress on the OpenFOAM front. We have a (somewhat working) model of the Merlin Engine with a long heating pipe.
Void has been contributing interesting ideals all week.
SpaceX has been hard at work as usual.
Dream Chaser is (apparently) in a less favorable position.
It appears that Orion / Moon circle mission still has momentum.
A new class of NASA astronauts was announced.
Teams are working on fusion around the world.
Teams are working on small fission reactors around the world.
There's a lot to try to catch up on and we only have an hour.
(th)
Offline
Like button can go here